
III. Improvements in the fabrication of cell assemblies
This segment of the project arises from the need to learn how to fabricate proven cell assemblies in quantity, using the best ceramics technology. This usually involves working with companies, and this would greatly benefit from COMPRES. Not only can the multi-anvil community share ideas and perform a more thorough search for possible methods of fabrication, but funds can be used to order trial batches from ceramics companies, and testing can be performed by multiple laboratories. The resulting capabilities will remain with the multi-anvil community in the future, because the techniques will have already been established.
Shown here are some current examples of ceramics development and other development for multianvil techniques, which have been done as side projects without the benefit of an organizing center, but which give a flavor of the types of projects that can be undertaken under COMPRES.
Injection-Molding of Ceramics
Injection-molding is an inexpensive and highly reproducible technique. The molded shapes can be complex; for example, octahedra could be made with grooves, holes, etc., and there is no cracking or frothing. The weights of the pieces are within 1% standard deviation. However, currently the technique is standard only for a limited range of compositions and porosities, and new formulas have to be developed for most high pressure applications. Molds and ceramic mixtures have to be prepared.
The focus of most injection-molding has been on "theoretical density" ceramics; i.e., ceramics with near-zero porosity. These are not particularly useful for multianvil work, since most multianvil ceramics should have about 30 percent porosity, to allow uniform compaction of the entire assembly during a run. However, recently some porous ceramics have been made by injection-molding, and it is only a matter of getting the compositions and porosities within the desired ranges.
Fig.1: Injection-molded octahedra.


Fig. 2: Injection-molded octahedra close-up.
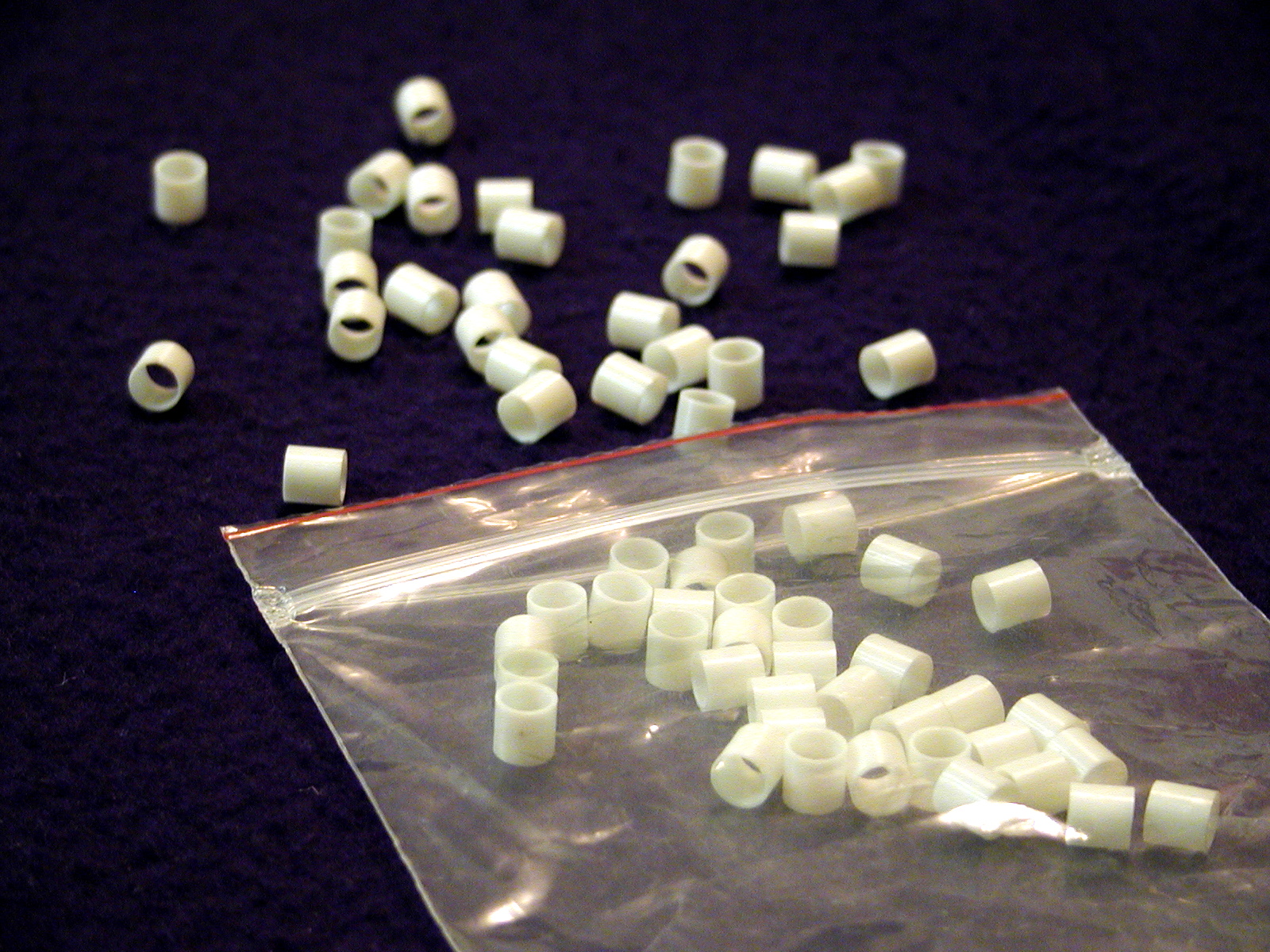
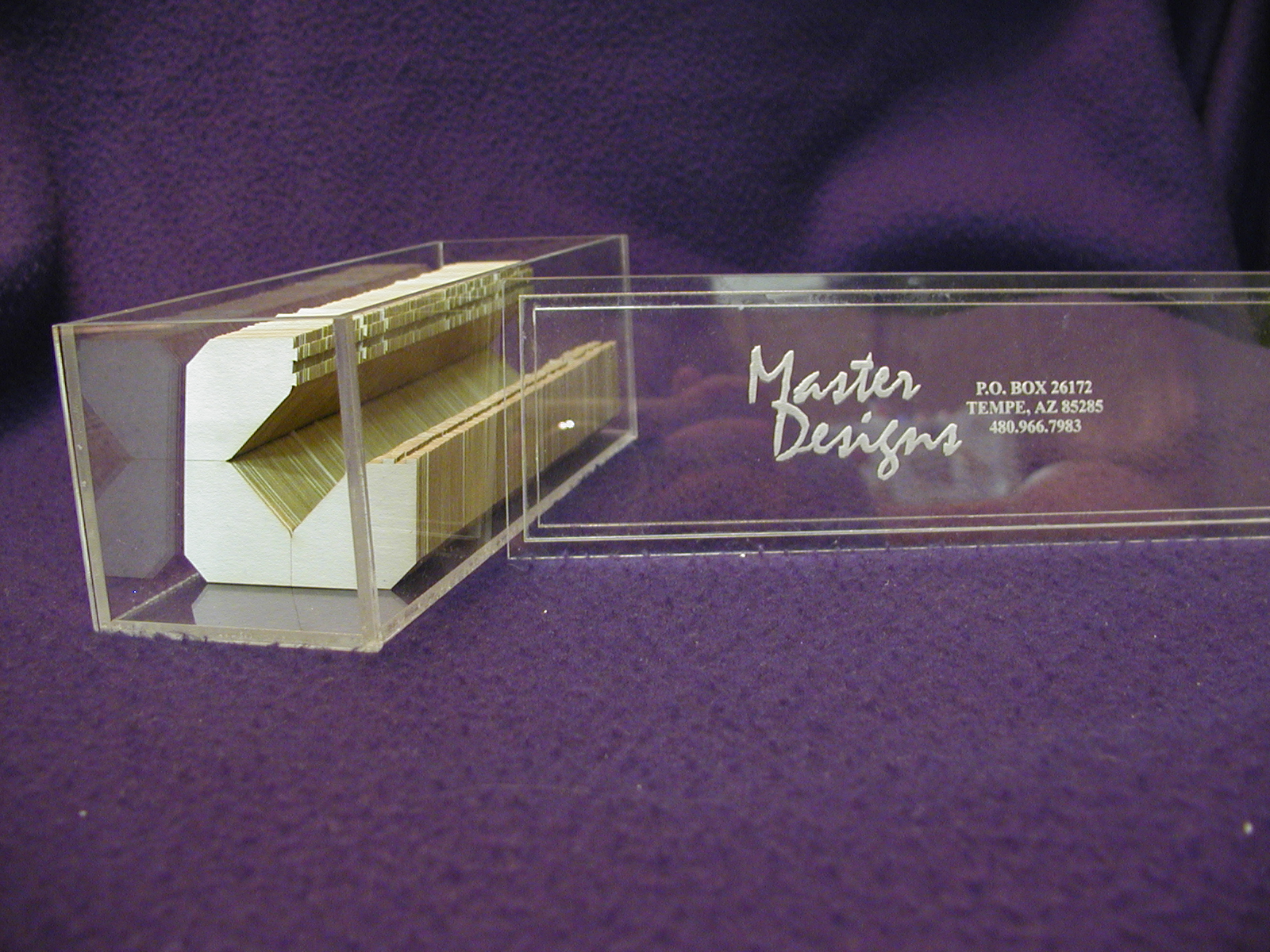
Fig. 3. Injection-molded zirconia. This material is theoretical density (near-zero porosity), and can only be used for thin sleeves in a multi-anvil application. Development of a 30 percent porous zirconia by this technique will be highly desirable for multi-anvil applications.
Other developments
Numerous improvements in multi-anvil technique should be expected as technological advances are made in industry and become available to us. Some will be mainly conveniences or improvements in the ease of multianvil experiments. Others will provide greater reproducibility, fewer failures, and higher accuracy, thus making the scientific objectives of multianvil research more attainable. These types of advances will be pursued actively in this part of COMPRES, which will allow both the workload of finding the advances, and the benefits of them, to be distributed throughout the multianvil community.
Other new ceramics than those mentioned above, for example machinable silicon carbide for in-situ x-ray work, will be pursued in this part of COMPRES. Other techniques, such as EDM machining of lanthanum chromite and other conducting materials, will be evaluated. New, timely ideas that arise from the multi-anvil community will be pursued.
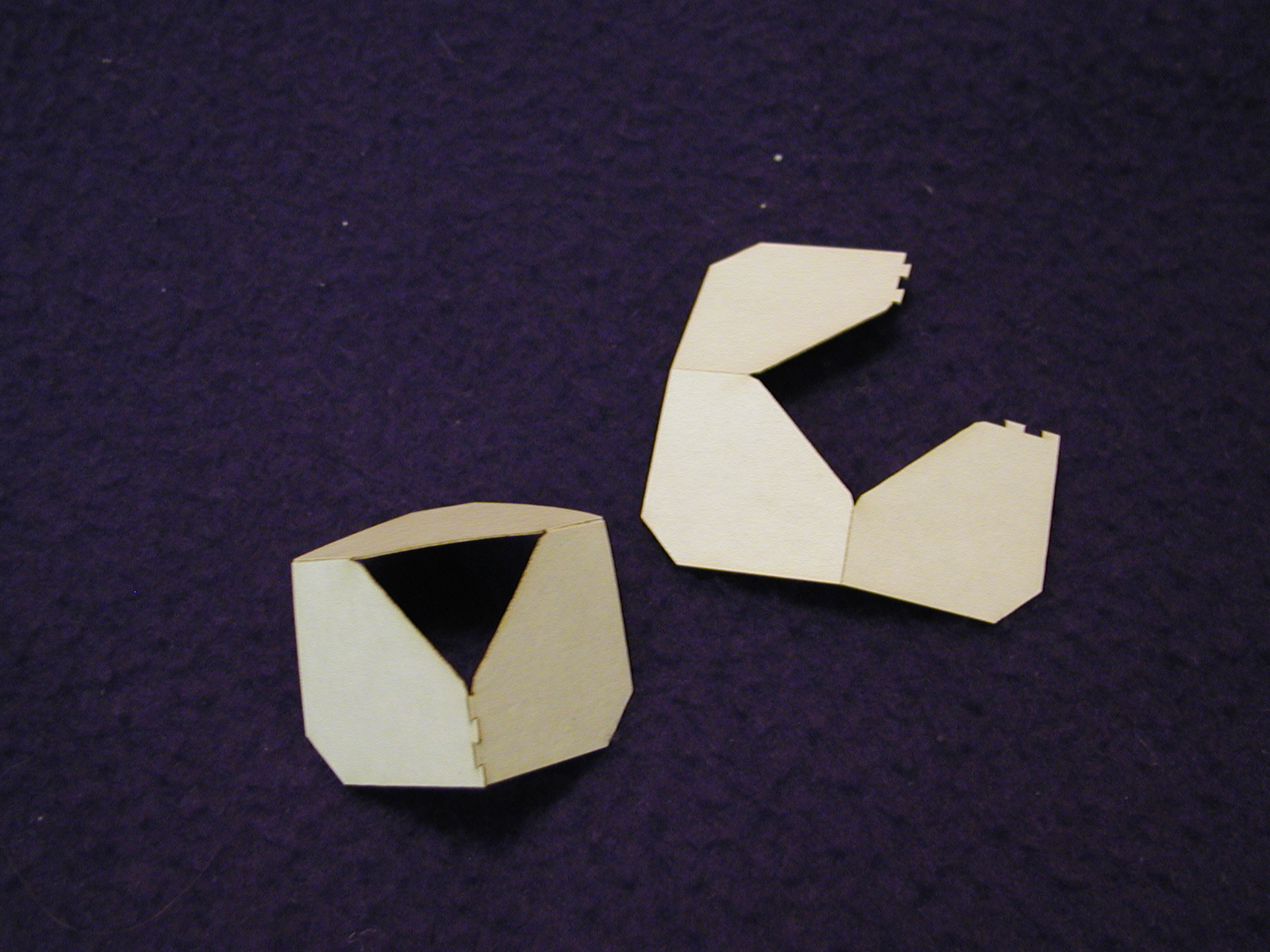
Figs. Laser-cut paper backing is an example of a small development that is convenient, improves reproducibility, and helps new users to properly position their gaskets when assembling a multianvil run.