Casting Octahedral Pressure Media for the Multi-Anvil Device
by: Janna La Rue July 1996
Abstract: This is a description of the procedure to create the octahedral pressure media (octahedra) used in the multi-anvil high pressure device. The octahedra created are components of the sample assemblies used in high pressure experiments; they are one of the consumable components. The purpose of the octahedra is to transmit uniform pressure to the sample contained within it. The octahedra can be fabricated in different sizes, which is gauged by the length in millimeters of the side of the triangular faces of the octahedra. With the molds available we can fabricate octahedra with sizes of 2, 4, 6, 8, 10, 12, 14, and 16 mm, but 8 mm octahedra are the most useful.
Materials:
Below is a list of the equipment and materials required.
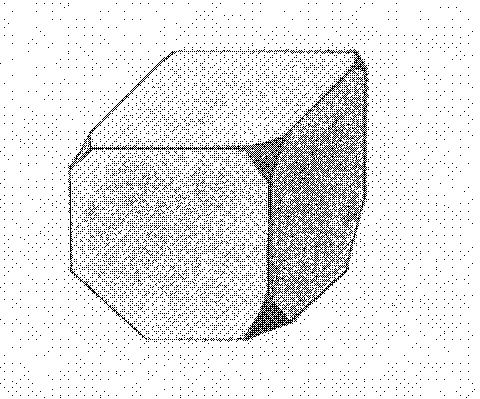
-mold set - A mold set consists of eight cubes stacked
to form a larger cube with an octahedral void in the center.
The cubes are gray plastic and have had their corners removed.
These triangular truncations determine the size of the casting.
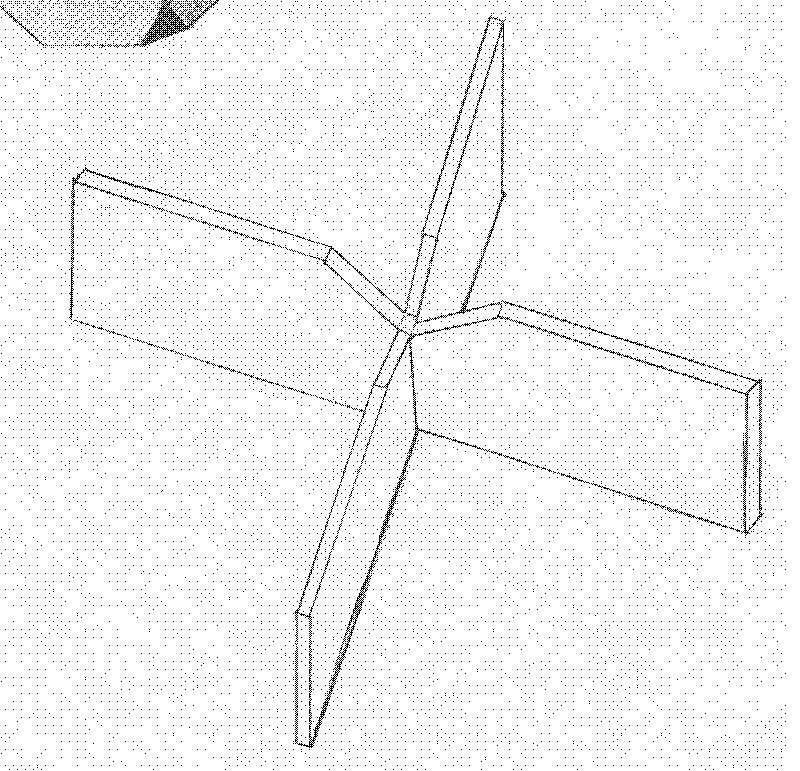
Each cube is separated from the others by Teflon spacer inserts.
There are six inserts used in each mold. The Teflon pieces
allow the fins of the octahedra to form and the fin thickness
is proportional to the octahedral size. Therefore it is important
to use the Teflon inserts with the correct thickness and to keep
the Teflon inserts with the same thickness together as matched
sets. . The six mm octahedra have a fin thickness of about 2.5
mm, the 8 mm octahedra have a fin thickness of about 3 mm, and
the 12 has a fin thickness of about 3.5 mm.
-mold frame Used to hold the mold together while the casting
cures. The frames are square and are made from aluminum bar stock
1" by 0.5". The inside dimension is 2 1/8" which
allows for only a loose fit of the mold assembly.
- plastic shims Used to take up the extra space in the
mold frame so that the pieces of the mold are held tightly together
and no leaking occurs. The shims are thin pieces of plastic (G-10).
Only four are needed for the 12's but up to eight are needed
for the other sizes.
- frame stand Used to hold the mold frame and mold assembly
in such a way that pouring the casting can be performed easily.
The frame stand holds three complete assemblies. It is constructed
from blue anodized aluminum and is approximately 14" long
5" high.
- Ceramacast liquid (or Ludox ) from Aremco Products, Inc.
, P.O. Box 429, 23 Snowden Ave., Ossining, NY 10562 (keep refrigerated)
- Ceramacast powder from Aremco Products, Inc. , P.O.
Box 429, 23 Snowden Ave., Ossining, NY 10562 - request the "Old
formula" (keep refrigerated)
- vacuum grease to prevent the mixture from sticking to
the cubes.
- corduroy cloth used to grease the cubes.
-wood applicator to stir the mixture before pouring into
mold set.
- two plastic beakers to measure powder and Ludox and
then to pour mixture into mold sets.
- humidor Used to prevent dehydration of unfired octahedra.
The humidor is a coffee can with a lid that has water in the
bottom and a beaker to hold unfired octahedra.
Procedure:
Cleaning procedure for each mold:
Wipe clean each piece of the
mold to remove excess left from last casting operation. Teflon
inserts , the plastic shims and cubes all should be cleaned.
The Teflon can be taken apart to clean the insides of the corners
of the "pluses." (See diagram) The insides of these
"pluses" are the most important part to clean. The
plastic shims just need to be wiped off, and the cubes need to
be wiped of old grease and dust. Periodically wipe the inside
of the aluminum frame to prevent excess from previous operations
from building up. All of this can be done with a paper towel.
Keep counter clean from dust as it will hinder the casting process
later.
Preparing each cube for the mold:
Choose the appropriate corner for the size of the octahedral
that is to be made. The cube corners are triangular faces with
edge lengths that are in multiples of two (2, 4, 6...) (See diagram)
The same size truncated corner must be used on each cube in a
particular mold set. The 8's are marked on one mold set with
a black dot in the center of the triangular corner. This is the
only size that is currently marked. Grease (lightly) the three
faces of the cube touching this corner, as well as the triangular
corner itself. This can be done with the corduroy cloth, or paper
towel, or your fingers. It is easiest to use the cloth initially,
then to use your fingers to spread the grease and to remove the
excess. When using the cloth, spread the vacuum grease evenly
onto the cloth, and then drag the cube across the cloth. When
done greasing the cube, wipe off any excess grease that may have
accumulated on the edges or on the triangular corner with either
fingers or the cloth side that has no grease. This prevents the
grease from being incorporated into the finished product.
To set mold before casting:
Put the aluminum frame on the counter and place a Teflon
"plus" into the aluminum frame, with triangular cut
outs facing up. With each of the four of the greased cubes,
put one in each corner of frame with appropriately sized truncated
corner facing towards the center and facing upward. It may be
easier to individually grease and place single cubes, rather than
greasing the cubes all at once and then setting in place.
Place the plastic shims between the cubes and the aluminum frame,
being careful not to scratch the cubes or the Teflon pieces.
Put in one at a time, placing the second layer of shims after
the first layer is placed inside. The shims should be pushed
all of the way down, to insure that the cubes will be tight within
the mold. The shims will make the mold very tight, causing the
last one to be difficult to insert. When putting the shims in,
if it does not go in smoothly, be careful, as it can scratch the
cubes. It may be necessary to remove all of the shims and wipe
the dust from the frame or the sides of the cubes. The second
round of shims should be inserted between the first set and the
aluminum frame to prevent scratching of the cubes.
Place the Teflon center pieces in with triangular cutouts facing
each other. Insert Teflon "plus" with triangular cutouts
down. Place three cubes in the top corners of the frame with
each correctly sized truncated corner facing down and towards
the center. The correctly sized corner should face the hole that
is created within the mold. Place the fourth greased cube on
table. It is helpful to point the appropriately sized corner
upwards and away from the mold so that the right corner is easier
to identify later. Pull the aluminum frame up halfway around
both sets of cubes. Put mold set and frame onto blue frame to
hold the molds, making sure that all cubes are pushed down as
far as possible. Either the aluminum frame or the cubes should
move at this point. All cubes should be flush with Teflon and
the spot for the missing cube should be pointed up. The plastic
shims should also be flush with the cubes and Teflon.
Preparing the Ceramacast and Ludox Liquid Mixture and Casting
the Octahedra:
Because the mixture is quick to harden everything possible should
be done before the Ludox and Ceramacast powder are mixed. The
mixture hardens in about 120 seconds, including mixing time.
The Ceramacast powder to Ludox ratio is 10 parts powder to 4 parts
Ludox . A batch with of 20+ 0.1 grams powder to 8+ 0.1 grams
Ludox is enough to make three 8's or a 12, an 8 and a 6. After
weighing the powder, stir it (before adding the Ludox) to break
up big lumps that may be there. This makes the mixing faster
and easier.
Add the Ludox to the Ceramacast powder and stir with applicator
quickly to mix and remove all bubbles. It should create a smooth,
grayish mixture that is thick, but moves easily in the beaker.
When it is smooth and the bubbles have disappeared, pour it into
the hole left by the last cube not yet put in place. Avoid adding
too much. If too much spills out of the hole in the mold, remove
using wood applicator, as the cubes will not fit if too much mixture
is in the mold. Using the wood applicator, quickly poke up and
down around in the hole to pull bubbles out of mold. It helps
to reach each corner to make sure that the corners of the octahedra
turn out correctly.
Before the mixture sets, place last cube in place, with the correct
truncation inward and push until it is flush with the other cubes
and Teflon. Some of the solution may squeeze out. It is important
that the correct corner is in the correct position within the
mold when doing this.
If the cube cannot be pushed flush with the other pieces, it
may be possible to quickly take out the last cube, and remove
the excess mixture that has prevented the cube from going all
the way down. It usually can be brushed away. The cubes must
be flush or several fins will be thick, forming a useless octahedron.
Let the hardened mixture sit overnight to cure in the molds. Remove the mold set from the mold frame in the morning, by pulling off the aluminum frame and removing the cubes until the octahedron is free. Until the octahedra is fired, keep it in a humidor where the octahedra is kept moist without being immersed in water.
Firing:
Firing is required to drive off the water contained in the ceramic.
The octahedra will lose about 15% of its mass when fully dehydrated.
Fire in furnace at 1000 degrees for two hours. The time is not
excessively critical and overfiring does not seem to be a problem.
Finished Octahedra:
Before firing, an ammonia smell often exists and the octahedra
are more white. Octahedra are white, and slightly yellowish after
firing. A finished octahedron should have fins of equal thickness.
Each triangular face should be exactly the same size. Unevenly
sized faces come from the wrong sized corner facing the octahedral
void, or an excess amount of solution that causes the cube not
to be flush with others. Few, if any cracks should be seen and
edges should smooth and well defined. Cracks will cause problems
when drilling, especially if along the fins. Bubbles left when
pouring will create holes, and should be avoided. These holes
are usually around the corners and are smooth. A small hole in
the face of one side can be acceptable if the hole for the furnace
can be drilled through the hole. Holes in fins may be fixed,
but can still create useless octahedra. Excess grease from the
cubes will be incorporated into the octahedra and should also
be avoided.
Mistakes easy to make include not allowing enough time to pour
the mixture, incorrect placement of the Teflon inserts, and too
much grease on the cubes. One particular mistake to avoid is
the wrong corner facing the octahedral void, particularly the
cube that is inserted last. Also, remember to "stir"
the mixture inside the octahedral void to remove bubbles. One
other mistake is trying to force in a plastic insert. Normally
they should go in relatively smoothly. Any problems with inserting
it may be due to dust on either the frame, the cubes, or the inserts
themselves. This needs to be checked for instead of shoving the
insert in because it can ruin the cubes or the Teflon pieces.